


Гидравлический пресс
Когда слышишь 'гидравлический пресс', первое, что приходит в голову - это гигантские станки на металлургических заводах. Но на деле 80% поломок начинаются с мелочей: течь сальника на штоке или перегрев масла летом в неотапливаемом цеху.
Конструктивные особенности, которые не покажут в каталогах
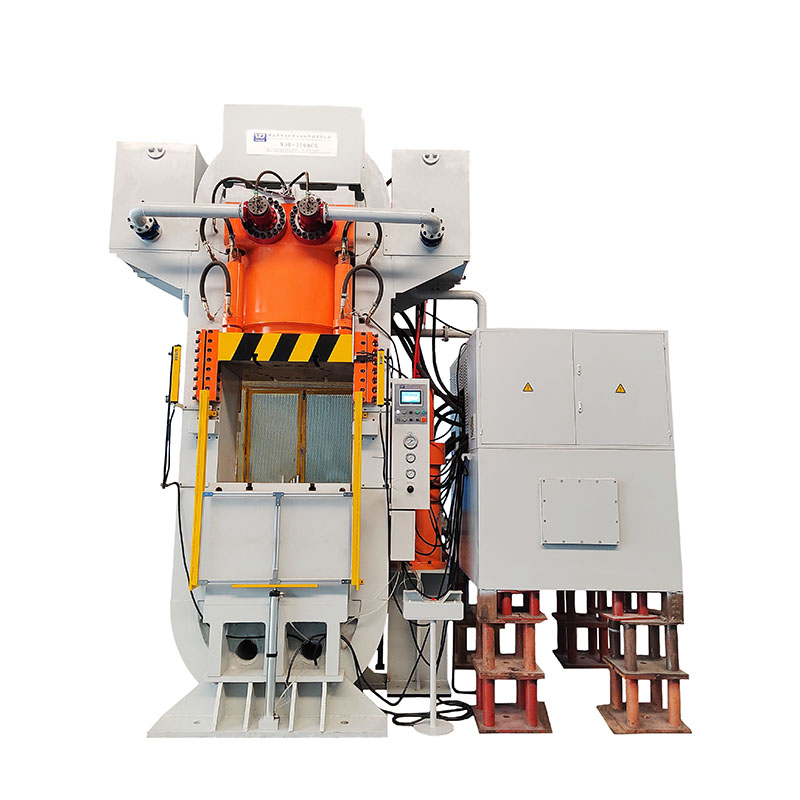
Вот смотрю на пресс гидравлический от ООО 'Технология автоматизации машин Чжуншань Ванда' - рама цельносварная, но при этом ребра жесткости расположены под 45 градусов к оси движения плиты. Это редко кто делает, обычно экономят на металле и варят перпендикулярные перегородки.
Кстати про сварку. В 2019 году пришлось переделывать станину на одном из старых прессов - трещины пошли именно по углам сварных швов. Сейчас в новых моделях, например в серии WDJX-2021, вижу используют легированные стали с последующей термообработкой. Заметно по цвету окалины на кромках.
Гидроцилиндры... Тут вечная дилемма - хромировать шток или использовать нержавейку. У китайских производителей часто экономят, делают из обычной стали с тонким слоем хрома. Через полгода активной работы появляются борозды от уплотнений.
Проблемы масляных систем
Температура масла - это отдельная история. Как-то летом на прессе гидравлический 100-тоннике масло начало пениться. Оказалось, в системе охлаждения радиатор забился стружкой. Пришлось ставить дополнительные фильтры на обратку.
Фильтры тонкой очистки - многие их недооценивают. Видел как на https://www.wdjx.ru рекомендуют менять каждые 500 моточасов, но по опыту скажу - в России лучше делать это каждые 300. Из-за пыли и перепадов температур ресурс сокращается.
А вот про гидравлическую жидкость - тут часто ошибаются. Заливают 'что подешевле', а потом удивляются, почему золотники залипают. Особенно критично для прессов с ЧПУ, где нужна стабильность давления.
Электрика и автоматизация
Современные гидравлические прессы - это уже не просто механизм, а комплекс с датчиками и ПЛК. У ООО 'Машиностроительное производство Чжуншань Бада' в новых моделях используют контроллеры Siemens, но с собственным ПО.
Заметил интересную особенность - в их прессах стоит защита от 'холодного старта'. Когда температура масла ниже +10°C, система не даст выйти на полную мощность. Мелкая деталь, но продлевает ресурс насосов.
Датчики давления... Вот где чаще всего гремят сбои. Ставят китайские аналоги европейских сенсоров, а они не держат русские морозы. При -25°C показания начинают плавать.
Монтаж и обслуживание
Помню, в 2021 году устанавливали пресс от wdjx.ru в цеху с бетонным полом. Казалось бы, фундамент рассчитали правильно, но через месяц появилась вибрация. Оказалось, арматура в полу лежала редко, пришлось делать дополнительное анкерование.
Техобслуживание - многие думают, что можно ограничиться заменой масла. На самом деле critical point - это проверка соосности цилиндра и направляющих. Расхождение даже в 0.5 мм за год может привести к перекосу плиты.
Про уплотнения отдельно скажу. Резиновые манжеты лучше менять до того, как они начали течь. Раз в два года - оптимально, даже если визуально все в порядке. Особенно для прессов с рабочим давлением свыше 250 бар.
Особенности работы с разными материалами
Штамповка металла и прессование полимеров - это два разных мира. Для металла нужен резкий набор давления, для пластиков - плавный с выдержкой. В прессах гидравлический от Ванда есть режим 'мягкого контакта', полезная фича.
Тепло в процессе работы... При длительной штамповке стальных деталей плита может нагреваться до 60-70°C. Это влияет на точность позиционирования. В новых моделях стали делать принудительное охлаждение плит.
Вибрация - бич всех гидравлических прессов. Особенно заметно при работе с вязкими материалами. Ставят демпферы, но они эффективны только до определенных частот. Выше 25 Гц - уже нужны другие решения.
Перспективы развития
Смотрю на новые разработки - сейчас все идет к энергоэффективности. Серво-гидравлика, рекуперация энергии... Но в России это пока слабо приживается. Слишком дорого для большинства предприятий.
Диагностика через IoT - интересное направление. Видел, как на wdjx.ru тестируют систему удаленного мониторинга. Но пока сомневаюсь в надежности - наши производственные цеха часто имеют проблемы со стабильным интернетом.
Модульность конструкций - вот что действительно перспективно. Когда можно собрать пресс гидравлический нужной конфигурации из стандартных блоков. У китайских производителей это получается лучше, чем у европейских.
Практические советы по выбору
При выборе пресса смотрите не только на тоннаж. Важнее рабочий ход и скорость перемещения плиты. Для штамповки мелких деталей лучше брать модели с увеличенной скоростью холостого хода.
Обратите внимание на расположение гидроаппаратуры. Если все клапаны собраны в одном блоке - это упрощает обслуживание. Но увеличивает длину трубопроводов.
И последнее - не экономьте на системе безопасности. Двухконтурная защита от падения плиты - must have для любого современного пресса. Особенно при работе с хрупкими материалами.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 YSM-200CS(прессование и формовка труб с электрическим нагревом) Прецизионный гидравлический пресс с ЧПУ и сервоприводом
YSM-200CS(прессование и формовка труб с электрическим нагревом) Прецизионный гидравлический пресс с ЧПУ и сервоприводом -
 Гидравлический пресс для холодной ковки с ЧПУ сверхвысокого давления для намотки стальной проволоки с сервоприводом WDR-3500CS
Гидравлический пресс для холодной ковки с ЧПУ сверхвысокого давления для намотки стальной проволоки с сервоприводом WDR-3500CS -
 Автоматический перенос формы YSK-780C (экспортный тип)
Автоматический перенос формы YSK-780C (экспортный тип) -
 Новая машина двойного действия с сервоприводом и ЧПУ серии Y28-S для интеллектуального основания зонтика от солнца
Новая машина двойного действия с сервоприводом и ЧПУ серии Y28-S для интеллектуального основания зонтика от солнца -
 YSK-3000C
YSK-3000C -
 WDR-30000CS
WDR-30000CS -
 Гидравлический пресс для холодной и горячей экструзии серии YSK-CF
Гидравлический пресс для холодной и горячей экструзии серии YSK-CF -
 PT-ZD-1168 Полностью автоматическая линия по производству литьевых форм
PT-ZD-1168 Полностью автоматическая линия по производству литьевых форм -
-1-scaled.jpg) YF-400CS Гидравлический пресс для формовки порошков с ЧПУ и сервоприводом
YF-400CS Гидравлический пресс для формовки порошков с ЧПУ и сервоприводом -
 YF-100CL Гидравлический пресс для формования порошка
YF-100CL Гидравлический пресс для формования порошка -
 YSM-200CS
YSM-200CS -
 Полностью автоматическая производственная линия приводного диска YSM-1200BZ
Полностью автоматическая производственная линия приводного диска YSM-1200BZ
Связанный поиск
Связанный поиск- Производитель гидравлического пресса для холодной ковки
- Китайские производители автоматических гидравлических машин для формовки порошка
- Китайские производители 100-тонных четырехколонных гидравлических прессов с сервоприводом и числовым программным управлением
- Поставщики крупногабаритных прецизионных гидравлических прессов в Китае
- Дешевые основные покупатели 250 тонн гидравлические прессы
- Дешевые холодный пресс машина цена производителей
- Ведущие китайские покупатели гидравлических прессов для формования металлургических порошков
- Китайские заводы по производству сервоприводных гидравлических прессов
- Китайские производители 700-тонных четырехколонных гидравлических прессов с ЧПУ с сервоприводом
- Ведущие покупатели 400-тонных четырехколонных гидравлических порошковых прессов в Китае









