


Гидравлический пресс для вытяжки и формовки подвесных огнетушителей
Когда слышишь про гидравлический пресс для вытяжки и формовки подвесных огнетушителей, многие сразу думают о простом штамповании корпусов. Но на деле тут тонкостей больше, чем кажется — особенно с подвесными моделями, где геометрия баллона критична для устойчивости на кронштейнах. Часто видел, как новые производства пытаются адаптировать обычные прессы под огнетушители, а потом сталкиваются с трещинами у горловины или перекосом днища. Сам лет пять назад настраивал линию для завода в Подмосковье — пришлось переделывать оснастку трижды, потому что расчёт давления не учитывал разницу в пластичности холоднокатаной и горячекатаной стали.
Особенности технологии вытяжки
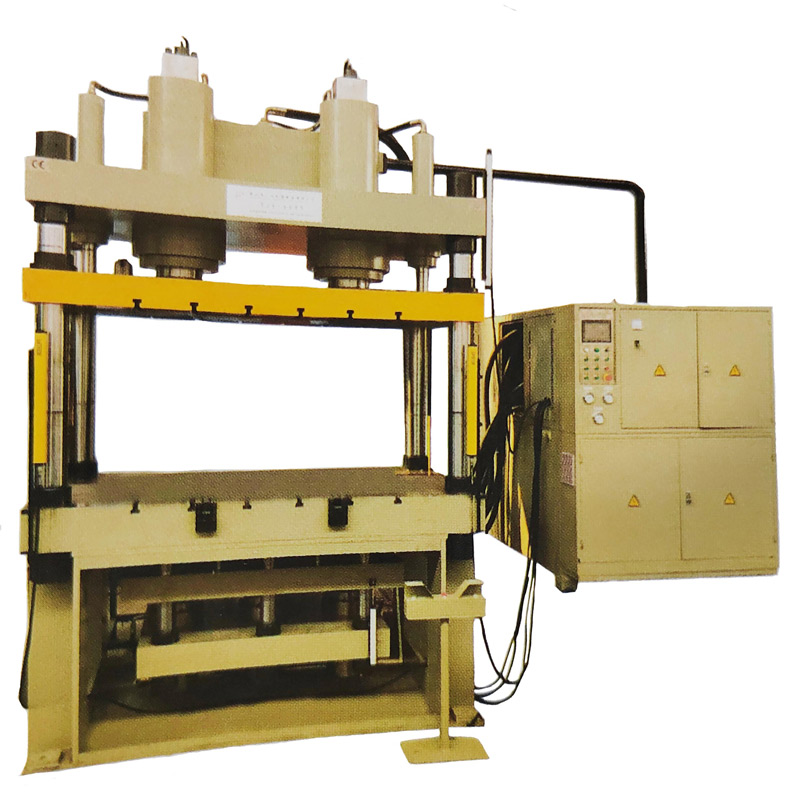
Основная сложность — равномерное распределение деформации по высоте цилиндра. Если пресс не держит стабильный ход ползуна, на стенках появляются ?шейки?. У нас на тестах в 2018-м такое было с китайским прессом — пришлось добавлять внешний направляющий контур. Кстати, у ООО Технология автоматизации машин Чжуншань Ванда в моделях серии HP-200T это учтено: двухстоечная конструкция с цифровым контролем угла наклона ползуна. Не идеально, но для серийного производства огнетушителей хватает.
Часто забывают про термообработку заготовки перед формовкой. Лично проверял — если не греть до 650–700°C, даже при корректном давлении в 12 МПа металл ?плывёт? неравномерно. Как-то раз на wdjx.ru видел их отчёт по испытаниям на стойкость к усталости — там как раз сравнивали отожжённые и холодные заготовки. Разница в количестве циклов до появления микротрещин — втрое.
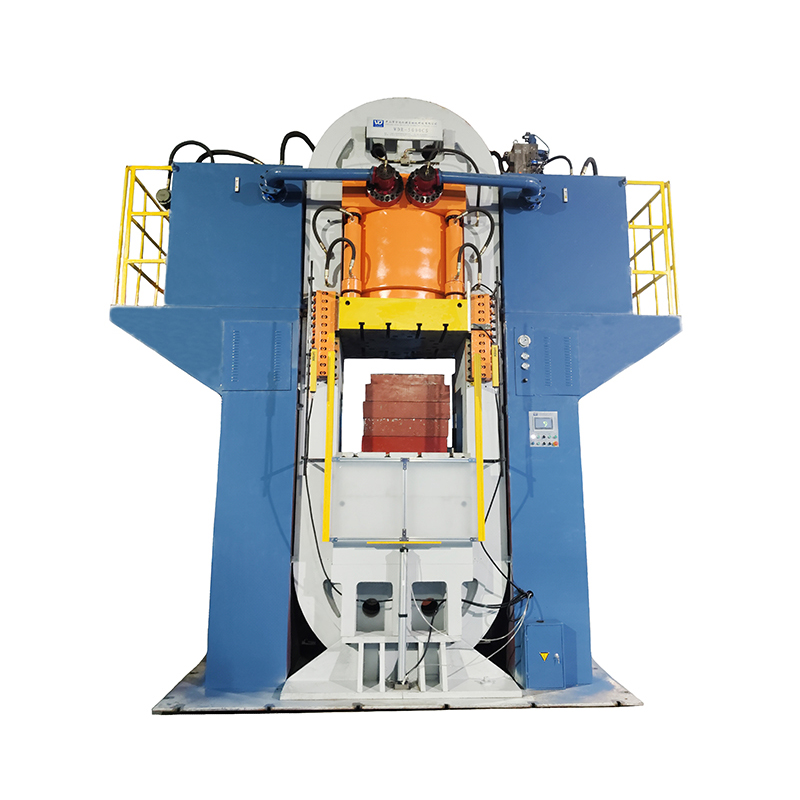
Ещё нюанс: подвесные огнетушители требуют усиленного дна из-за вибраций. Мы в 2020-м экспериментировали с двойной вытяжкой — сначала общая форма, потом отдельно дно под давлением 15 МПа. Результат неплохой, но рентабельно только для партий от 5000 штук. На сайте ООО Машиностроительное производство Чжуншань Бада есть кейс по адаптации пресса БД-043 под такие задачи — они заменили стандартный цилиндр на усиленный, плюс добапли ЧПУ для синхронизации операций.
Ошибки при выборе оборудования
Самая частая ошибка — экономия на системе охлаждения гидравлики. Помню случай на заводе в Казани: брали дешёвый пресс без контура охлаждения масла, через два месяца работы начались протечки уплотнений из-за перегрева. Пришлось ставить внешний чиллер — в итоге дороже вышло. У Чжуншань Ванда в спецификациях всегда указывают рекомендуемую производительность охладителя — мелочь, но многим спасает нервы.
Ещё не все учитывают чистоту обработки поверхности. Для огнетушителей важна шероховатость не выше Ra 1.6, иначе покрытие плохо ложится. Как-то тестировали пресс с полированными матрицами — результат отличный, но стоимость оснастки выросла на 40%. Сейчас чаще идут по пути шлифовки уже после вытяжки — дешевле, хотя и добавляется операция.
Кстати, про автоматизацию: если пресс не интегрирован с конвейером подачи заготовок, производительность падает на треть. Мы в прошлом году внедряли линию на основе пресса от ООО Технология автоматизации машин Чжуншань Ванда — их система с датчиками положения заготовки позволила сократить цикл до 8 секунд. Правда, пришлось повозиться с настройкой чувствительности — иногда датчик срабатывал на окалину.
Практические кейсы и доработки
В Новосибирске был интересный опыт: заказчик хотел универсальный пресс и для огнетушителей, и для бочек. Сделали съёмные матрицы, но столкнулись с проблемой центровки — при смене оснастки уходила точность. В итоге разработали поворотную плиту с фиксаторами — решение простое, но эффективное. Кстати, у Чжуншань Бада в новых моделях есть подобный узел, хоть и попроще.
Ещё запомнился случай с пробной партией огнетушителей из нержавейки. Стандартные параметры пресса не подошли — пришлось снижать скорость ползуна и увеличивать давление до 18 МПа. Методом проб выяснили, что лучше использовать прогрессивный алгоритм: сначала предварительная вытяжка на низкой скорости, потом финишная с полным усилием. Результаты позже внесли в техкарты — теперь это стандарт для нержавеющих моделей.
Из последних доработок — система контроля толщины стенки в реальном времени. Ставили ультразвуковые датчики на выходе из пресса. Не скажу, что это полностью исключило брак, но проценты явно снизились. На wdjx.ru видел, что у китайцев есть готовые решения, но наши технологи пока скептически — дорого и капризно к вибрациям.
Перспективы и ограничения
Сейчас многие гонятся за скоростью, но для огнетушителей это не всегда оправдано. При циклах короче 6 секунд начинает ?скакать? температура заготовки — особенно зимой в неотапливаемых цехах. Приходится либо греть материал заранее, либо стабилизировать температурный режим в зоне пресса. У ООО Машиностроительное производство Чжуншань Бада в паспортах на оборудование есть графики зависимости скорости от температуры — полезная штука, хоть и приблизительная.
Из новшеств присматриваюсь к системам с ИИ-контролем качества — якобы могут предсказывать износ оснастки. Пока не встречал рабочих реализаций, разве что на выставке в Шанхае показывали прототип. Но для массового производства огнетушителей, думаю, это ещё рано — слишком дорогая диагностика для такой консервативной отрасли.
А вот что реально нужно — так это модульные прессы с быстрой переналадкой. Особенно с учётом тенденции к малым сериям кастомизированных огнетушителей. Кстати, на сайте производителя заметил, что они уже предлагают варианты с сенсорным управлением и памятью на 20 программ — шаг в правильном направлении, хотя на практике чаще используют 2–3 базовых настройки.
Выводы и рекомендации
Если обобщать опыт, то для гидравлического пресса для вытяжки и формовки подвесных огнетушителей важнее не пиковые характеристики, а стабильность. Лучше брать оборудование с запасом по усилию на 15–20% — так и оснастка дольше живёт, и просадки напряжения не так критичны. Из производителей с адекватным соотношением цены и качества могу отметить те же ООО Технология автоматизации машин Чжуншань Ванда — их прессы может и не блещут инновациями, но работают без сюрпризов годами.
Обязательно требовать тестовую вытяжку на своём материале перед покупкой. Мы как-то пропустили этот этап с поставщиком из Тулы — в итоге три месяца устраняли люфт в направляющих. С тех пор всегда тестируем минимум на 50 заготовках — и смотрим не только на геометрию, но и на равномерность толщины стенки.
В целом же, при грамотной настройке даже простой гидравлический пресс способен выдавать качественные огнетушители. Главное — не забывать про мелочи вроде чистоты масла или регулировки зазоров. Как показывает практика, большинство проблем возникает не из-за оборудования, а из-за попыток сэкономить на обслуживании.
Соответствующая продукция
Соответствующая продукция








Самые продаваемые продукты
Самые продаваемые продукты-
 Автоматическая производственная линия сборочной машины PT-JC
Автоматическая производственная линия сборочной машины PT-JC -
 Y28-400 Четырехколонная растяжная машина двойного действия
Y28-400 Четырехколонная растяжная машина двойного действия -
 Гидравлический пресс с двухсторонним ленточным прессом YF-1000CS (гидравлический пресс для формования порошка вольфрамовой стали)
Гидравлический пресс с двухсторонним ленточным прессом YF-1000CS (гидравлический пресс для формования порошка вольфрамовой стали) -
 YSK-300C
YSK-300C -
 YF-300CS Гидравлический пресс для формования порошка
YF-300CS Гидравлический пресс для формования порошка -
 Новая машина двойного действия с сервоприводом и ЧПУ серии Y28-S для интеллектуального основания зонтика от солнца
Новая машина двойного действия с сервоприводом и ЧПУ серии Y28-S для интеллектуального основания зонтика от солнца -
 YSK-600A
YSK-600A -
 Большой гидравлический пресс сверхвысокого давления для намотки стальной проволоки WDR-5000CS
Большой гидравлический пресс сверхвысокого давления для намотки стальной проволоки WDR-5000CS -
 YSM-1000BS Четырехколонный гидравлический пресс с ЧПУ и сервоприводом
YSM-1000BS Четырехколонный гидравлический пресс с ЧПУ и сервоприводом -
 YSM-1000A Четырехколонный гидравлический пресс с ЧПУ и сервоприводом
YSM-1000A Четырехколонный гидравлический пресс с ЧПУ и сервоприводом -
 Прецизионный гидравлический пресс с ЧПУ с сервоприводом YSM-2000KS
Прецизионный гидравлический пресс с ЧПУ с сервоприводом YSM-2000KS -
 Линия по производству холодильников
Линия по производству холодильников
Связанный поиск
Связанный поиск- Поставщики гидравлических прессов для точной штамповки в Китае
- Ведущие китайские покупатели автоматических машин для порошкового формования
- Поставщики гидравлических прессов горячей штамповки для расстроповки автомобильных осей
- Ведущие покупатели часов для гидравлического пресса в Китае
- Китайские поставщики 700-тонных четырехколонных гидравлических прессов с ЧПУ с сервоприводом
- Жидкая штамповка гидравлический пресс
- Китайские ведущие покупатели гидравлических прессов малого размера высокой мощности высокой скорости и высокой точности
- Ведущие китайские покупатели гидравлических прессов для растяжки пластиковых листов
- Ведущие китайские покупатели гидравлических прессов 1000 тонн
- Китайские поставщики гидравлических вертикальных промышленных прессов 500 тонн









