


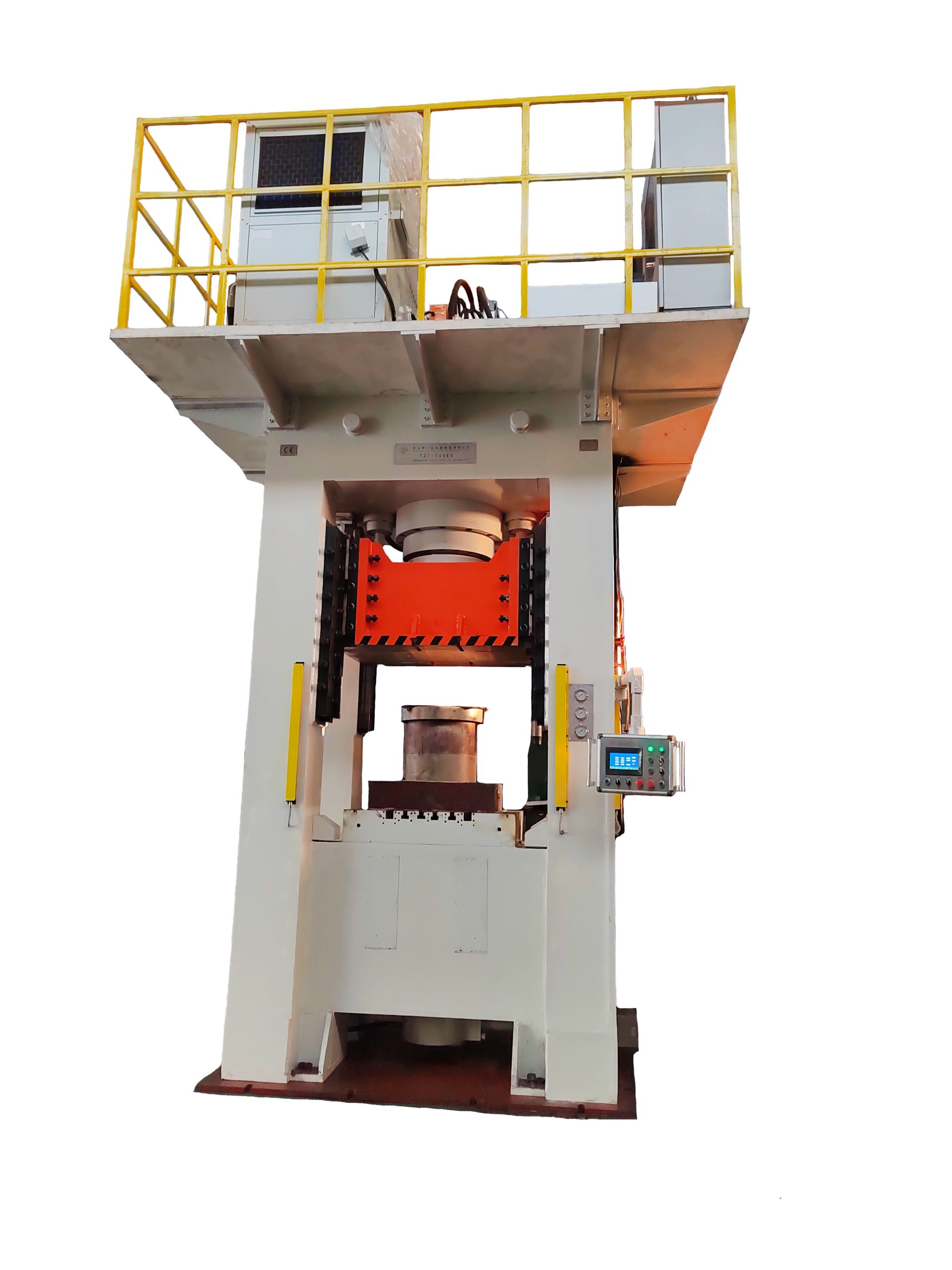
Прецизионный гидравлический пресс для вырубки
Когда слышишь 'прецизионный гидравлический пресс для вырубки', многие сразу представляют себе нечто вроде волшебного аппарата, где достаточно нажать кнопку - и деталь готова. На практике же даже у прецизионный гидравлический пресс есть свой 'характер', и понимание этого - половина успеха. Вспоминаю, как лет семь назад мы сталкивались с ситуацией, когда заказчик требовал идеальной вырубки тонкого нержавеющего листа, а пресс выдавал брак по кромке. Оказалось, дело не в машине, а в неправильно подобранной оснастке и скорости рабочего хода.
Конструкционные особенности, которые действительно важны
Если брать наш опыт с моделями от ООО 'Технология автоматизации машин Чжуншань Ванда', то там хорошо продумана система стабилизации давления. Не та громкая 'прецизионность', что в каталогах пишут, а реальное поддержание давления в пределах ±0,2 МПа в течение всего цикла вырубки. Это критично, когда работаешь с материалами разной твердости - например, переходя с алюминиевого сплава на пружинную сталь.
Часто упускают из виду систему направляющих. В том же гидравлический пресс для вырубки от упомянутой компании стоит обращать внимание не на рекламные характеристики, а на фактический зазор между ползуном и станиной. Мы как-то проводили сравнительные испытания - разница в 0,05 мм по зазору давала погрешность в соосности вырубленного контура до 0,3 мм при работе с медными шинами.
Тепловой режим - еще один момент. При интенсивной работе масло в гидросистеме может прогреваться до 60-65°C, и это уже сказывается на точности. В некоторых моделях ставят дополнительные теплообменники, но на практике часто экономят. Приходится самостоятельно дорабатывать - мы, например, в цеху устанавливали выносные охладители для прессов, которые работают в три смены.
Типичные ошибки при эксплуатации и как их избежать
Самая распространенная ошибка - неправильный подбор технологических зазоров между пуансоном и матрицей. Видел случаи, когда операторы выставляли зазор 'на глазок' для разных материалов, а потом удивлялись заусенцам или деформации заготовки. Для каждого типа материала и толщины есть свои таблицы, но и их нужно применять с поправкой на конкретные условия.
Еще момент - подготовка материала. Казалось бы, элементарно, но сколько раз сталкивался с тем, что листовой металл хранился неправильно, имел остаточные напряжения после резки - и все это вылезало при вырубке. Прецизионность оборудования ни при чем, если материал изначально имеет дефекты.
Регулярность обслуживания - отдельная тема. Гидравлические фильтры, уплотнения, контроль уровня масла - все это влияет на стабильность работы. Помню случай на производстве, где пренебрегали заменой масла по регламенту - через полгода пресс начал 'подтупливать' в нижней мертвой точке, пришлось менять весь рабочий цилиндр.
Практические кейсы из опыта работы
Работали с вырубкой сложных контуров для электротехнических шин. Заказчик требовал соблюдение геометрии в пределах 0,1 мм по всему контуру. Использовали прецизионный гидравлический пресс с ЧПУ от ООО 'Технология автоматизации машин Чжуншань Ванда' - модель HFP-200. После настройки и калибровки добились стабильного результата, но пришлось повозиться с подбором скорости рабочего хода - слишком быстро приводило к вырыванию материала, слишком медленно - к образованию наклепа.
Другой пример - вырубка из композитных материалов. Тут столкнулись с проблемой расслоения краев. Оказалось, нужно было не просто увеличить давление, а изменить профиль нагрузки - сделать предварительный поджим с последующим основным усилием. Стандартные настройки пресса такого не предусматривали, пришлось программировать нестандартный цикл.
Интересный случай был с вырубкой мелких деталей из пружинной стали. При стандартном ходе возникал эффект 'прилипания' детали к пуансону. Решили установкой пневмоотделителя, но это потребовало доработки оснастки. Мелочь, а без нее невозможна стабильная работа.
Подбор оборудования под конкретные задачи
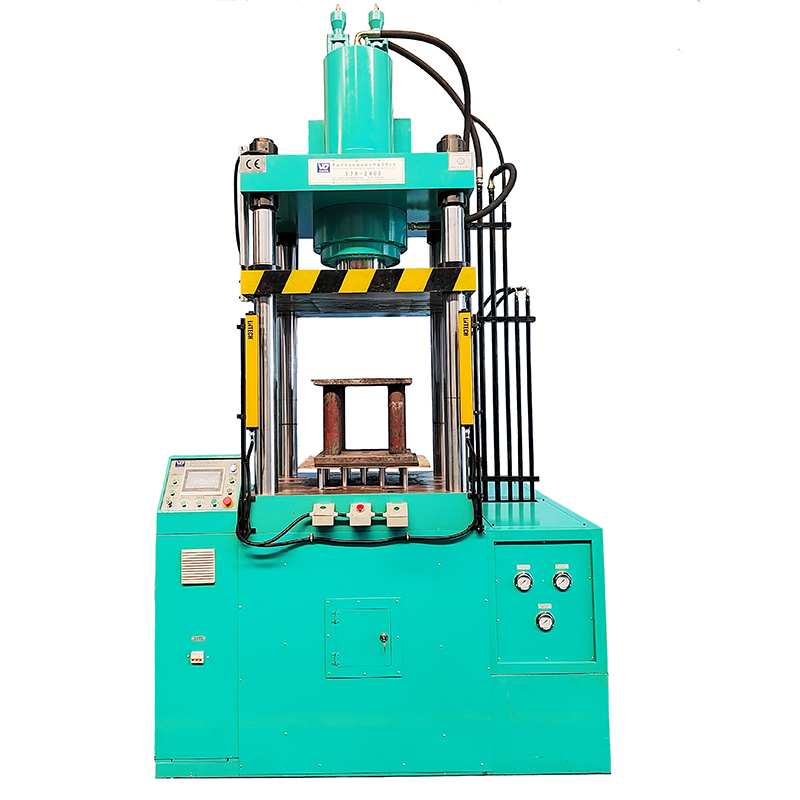
Когда рассматриваешь гидравлический пресс для вырубки, важно понимать не только номинальное усилие, но и реальные характеристики в рабочих условиях. Например, для массового производства мелких деталей важна скорость холостого хода и быстродействие клапанов, а для штучных крупных деталей - стабильность поддержания давления в течение длительного времени.
В каталогах ООО 'Технология автоматизации машин Чжуншань Ванда' обычно указывают стандартные параметры, но по опыту скажу - всегда стоит уточнять возможность индивидуальной настройки гидравлической схемы. Особенно если планируете работать с нестандартными материалами или сложными технологическими процессами.
Не забывайте про оснастку - иногда экономия на матрицах и пуансонах сводит на нет все преимущества дорогого пресса. Видел ситуации, когда на оборудовании за 2 миллиона рублей ставили оснастку за 50 тысяч - и удивлялись низкому ресурсу и качеству вырубки.
Перспективы развития технологии
Судя по последним разработкам, в том числе и от упомянутой компании, будущее за интеллектуальными системами адаптации параметров вырубки под конкретный материал. Уже появляются прессы с датчиками контроля состояния оснастки и автоматической корректировкой рабочих режимов.
Интересное направление - гибридные системы, где сочетается гидравлика и сервоприводы для особо точных операций. Это может решить проблему компенсации упругих деформаций станины при переменных нагрузках, что актуально для прецизионной вырубки.
Лично мне кажется перспективным развитие систем мониторинга в реальном времени - когда пресс сам отслеживает износ оснастки и предупреждает о необходимости замены или заточки. Это могло бы предотвратить многие случаи брака, с которыми сталкиваешься на производстве.
Заключительные мысли
В итоге хочу сказать, что прецизионный гидравлический пресс - это не просто железка с насосом, а сложная система, где важна каждая деталь. И опыт эксплуатации показывает, что даже с лучшим оборудованием нужно уметь работать - понимать его особенности, знать слабые места и уметь адаптировать под конкретные задачи.
Компании вроде ООО 'Технология автоматизации машин Чжуншань Ванда' предлагают хорошую техническую базу, но конечный результат всегда зависит от грамотного использования. Как говорится, нет плохого оборудования - есть неправильное применение.
Если подводить итог, то главное в прецизионной вырубке - системный подход: от выбора пресса и оснастки до обучения персонала и организации техобслуживания. Только тогда можно рассчитывать на стабильно высокое качество продукции при минимальном проценте брака.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Станок для резки медных радиаторных стоек на основе IGBT YSK-30C
Станок для резки медных радиаторных стоек на основе IGBT YSK-30C -
 PT-ZD-1168 Полностью автоматическая линия по производству литьевых форм
PT-ZD-1168 Полностью автоматическая линия по производству литьевых форм -
 YF-300CS Гидравлический пресс для формования порошка
YF-300CS Гидравлический пресс для формования порошка -
 HSP-25 Одноколонный гидравлический пресс
HSP-25 Одноколонный гидравлический пресс -
 Y28-200S Четырехколонная сервоприводная растяжная машина двойного действия
Y28-200S Четырехколонная сервоприводная растяжная машина двойного действия -
 Гидравлический пресс горячей штамповки с ЧПУ и сервоприводом для гольф-головок YSM-200RS
Гидравлический пресс горячей штамповки с ЧПУ и сервоприводом для гольф-головок YSM-200RS -
 Большой сверхвысокоточный сервоприводной гидравлический пресс с ЧПУ для намотки стальной проволоки WDR-3000CS
Большой сверхвысокоточный сервоприводной гидравлический пресс с ЧПУ для намотки стальной проволоки WDR-3000CS -
 WDR-8000CS Гидравлический пресс для свободной ковки и намотки проволоки большого диаметра
WDR-8000CS Гидравлический пресс для свободной ковки и намотки проволоки большого диаметра -
 Линия по производству гидравлических прессов для растяжек и профилирования расширительных баков отопления
Линия по производству гидравлических прессов для растяжек и профилирования расширительных баков отопления -
 YSM-300BS Четырехколонный гидравлический пресс для прецизионного прессования золота и серебра
YSM-300BS Четырехколонный гидравлический пресс для прецизионного прессования золота и серебра -
 Y28-350S Четырехколонная растяжная машина двойного действия
Y28-350S Четырехколонная растяжная машина двойного действия -
 Четырехколонный гидравлический пресс YSK-150 для автомобильных деталей
Четырехколонный гидравлический пресс YSK-150 для автомобильных деталей
Связанный поиск
Связанный поиск- Поставщики гидравлических горячих прессов в Китае
- Гидравлический пресс с ПЛК-управлением
- Китайские поставщики четырехколонных гидравлических прессов с ЧПУ с сервоприводом
- Поставщики полностью автоматизированных линий по производству приводных дисков и роликов в Китае
- Экструдер для формования порошковых изделий
- Ведущие покупатели Китая гидравлический вулканизационный станок 250 600 2e
- Гидравлические прессы для горячей ковки
- Китайские поставщики вулканизационной машины VPK 140p100
- Китайские производители гидравлических прессов для точной штамповки
- Китайские производители вулканизационных машин xlb d400 400 4 160t









