


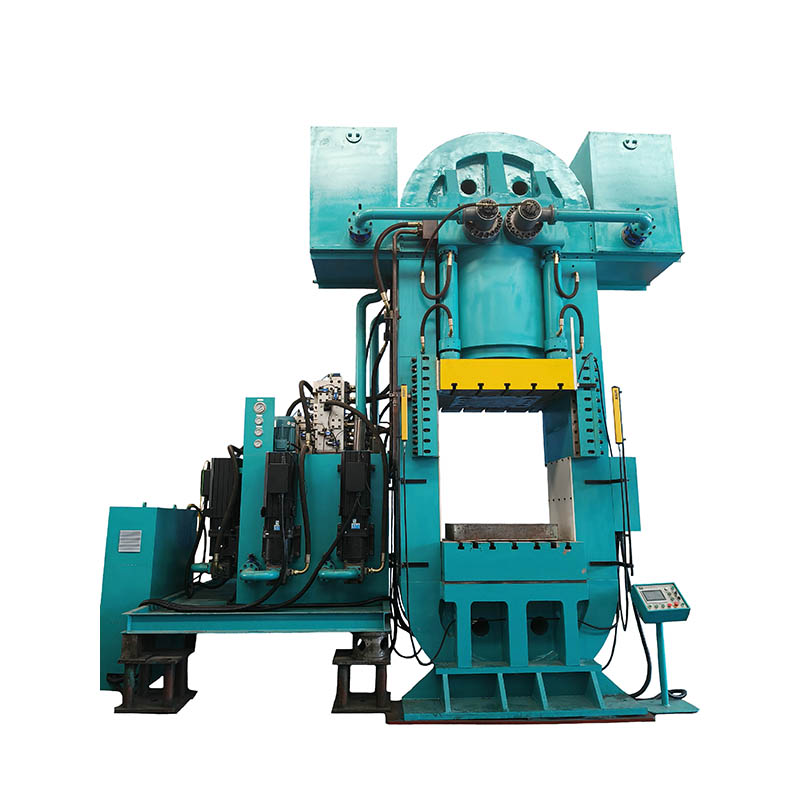
300-тонный четырехколонный гидравлический пресс для чеканки и формовки золотых монет
Когда слышишь про 300-тонный четырехколеный гидравлический пресс, многие сразу представляют гигантские штамповочные линии для автопрома — но в чеканке золотых монет всё иначе. Наш опыт с моделями от ООО 'Технология автоматизации машин Чжуншань Ванда' показал: здесь важнее не грубая сила, а плавность хода и точность до микрон.
Конструктивные особенности четырехколонных прессов
Четыре колонны — это не просто 'станина покрепче'. В золотой чеканке перекос даже на 0,1 мм приводит к браку рисунка. Помню, на первом запуске пресса для чеканки монет в 2018 году инженеры три недели регулировали параллельность плит — использовали лазерные нивелиры, которые обычно в машиностроении применяют.
Гидравлика должна работать так, чтобы при контакте с заготовкой не было рывка. В ранних версиях WD-JX серии случался эффект 'гидравлического удара' — золотой диск деформировался неравномерно. Позже на https://www.wdjx.ru появились модели с двухступенчатым поджимом, где первая стадия идет на 50 тонн, а основное давление — плавно.
Термостабилизация — отдельная история. При штамповке золота даже нагрев на 5°C меняет пластичность металла. Мы ставили дополнительные теплоотводы на цилиндры, хотя производитель изначально не предусматривал.
Технологические нюансы чеканки золотых монет
Золото 999 пробы ведет себя иначе, чем медно-никелевые сплавы. При 300 тоннах давления есть риск 'пережать' рельеф — особенно сложно с мелкими деталями гербов. На прессах Чжуншань Ванда пришлось дорабатывать систему выдержки под давлением — выставлять не 3 секунды по паспорту, а 1.2-1.8 сек.
Полировка штампов — критически важный момент. Один раз попробовали использовать алмазное напыление — получили микроцарапины на готовых монетах. Вернулись к ручной полировке вольфрамовыми пастами, хотя это увеличивало время подготовки на 30%.
Вакуумная камера для чеканки — казалось бы, избыточная опция. Но при штамповке инвестиционных монет без нее появлялись микроскопические пузырьки на гурте. Заказывали дополнительную оснастку у производителя — ООО 'Машиностроительное производство Чжуншань Бада' сделали камеру с инертной атмосферой, хотя в базовой комплектации такого не было.
Практические проблемы и решения
Система смазки — вечная головная боль. Стандартные гидравлические масла оставляли пятна на золоте. Перешли на специальные составы без жирных кислот — но пришлось менять уплотнения, потому что новые масла агрессивнее действовали на резиновые манжеты.
Калибровка датчиков давления — многие недооценивают. При работе с золотом отклонение даже в 2-3 тонны критично. Разработали свою методику поверки через эталонные динамометры — теперь делаем это каждый месяц, а не по регламенту раз в квартал.
Вибрация — неочевидная проблема. Когда цех находится рядом с ковочными прессами, высокочастотные колебания передаются через фундамент. Пришлось ставить демпфирующие плиты под установку, хотя в технической документации об этом ни слова.
Сравнение с другими решениями на рынке
Пробовали немецкие прессы — точность выше, но стоимость обслуживания в 4 раза дороже. Китайские аналоги (не Чжуншань Ванда) часто грешат 'сырой' гидравликой — например, в моделях 2020 года встречались протечки золотого сплава в зазоры плит.
Особенность российского производства — адаптация к местным материалам. Сталкивались с тем, что штампы из немецкой стали не держали остроту граней при работе с российским золотом — возможно, из-за примесей. Перешли на комбинированные штампы: основа от Чжуншань Ванда, рабочие вставки — шведская сталь.
Автоматизация подачи заготовок — казалось бы, стандартная опция. Но для золотых монет пришлось разрабатывать вакуумные манипуляторы с датчиками веса — обычные захваты деформировали края. Часть решений взяли с сайта wdjx.ru, часть доделывали сами.
Экономические аспекты использования
Себестоимость чеканки на 300-тоннике оказывается ниже, чем на механических прессах — но только при сериях от 10 000 штук. Для памятных монет малыми тиражами выгоднее использовать прессы меньшей мощности.
Энергопотребление — неожиданно важный фактор. Пиковая нагрузка в 300 тонн длится доли секунды, но сеть должна быть готова к броскам до 400 А. Пришлось ставить дополнительные стабилизаторы — в паспорте оборудования этот нюанс не указан.
Амортизация штампов — при работе с золотом они изнашиваются быстрее, чем с другими металлами. Наши записи показывают: после 50 000 циклов нужно полировать рабочие поверхности, после 200 000 — менять. Производитель заявлял 300 000 циклов, но практика показала иное.
Перспективы развития технологии
Сейчас экспериментируем с системой обратной связи по усилию — не просто выдерживать заданное давление, а корректировать его в зависимости от толщины заготовки. Первые тесты на прессе от Чжуншань Ванда показывают снижение брака на 3-4%.
Цифровые двойники — модное направление, но пока не для золотых монет. Пытались смоделировать процесс в ANSYS — не учитываются микронеоднородности металла. Практики больше доверяют опытным прогонам.
Гибридные системы — возможно, будущее за комбинацией гидравлики и сервоприводов. Но пока четырехколонный гидравлический пресс остается оптимальным для массовой чеканки. Как шутят в цеху: 'Золото прощает любые технологии, кроме ненадежных'.
Соответствующая продукция
Соответствующая продукция
-1-scaled.jpg)




Самые продаваемые продукты
Самые продаваемые продукты-
 YSK-3000C
YSK-3000C -
 WDR-4000CS Большой прецизионный гидравлический пресс с ЧПУ для намотки стальной проволоки сверхвысокого давления
WDR-4000CS Большой прецизионный гидравлический пресс с ЧПУ для намотки стальной проволоки сверхвысокого давления -
 HSP-100 Гидравлический пробивной пресс
HSP-100 Гидравлический пробивной пресс -
 YSK-1000C (холодная ковка светодиодного радиатора)
YSK-1000C (холодная ковка светодиодного радиатора) -
 Прецизионный гидравлический пресс с ЧПУ YSM-800CS
Прецизионный гидравлический пресс с ЧПУ YSM-800CS -
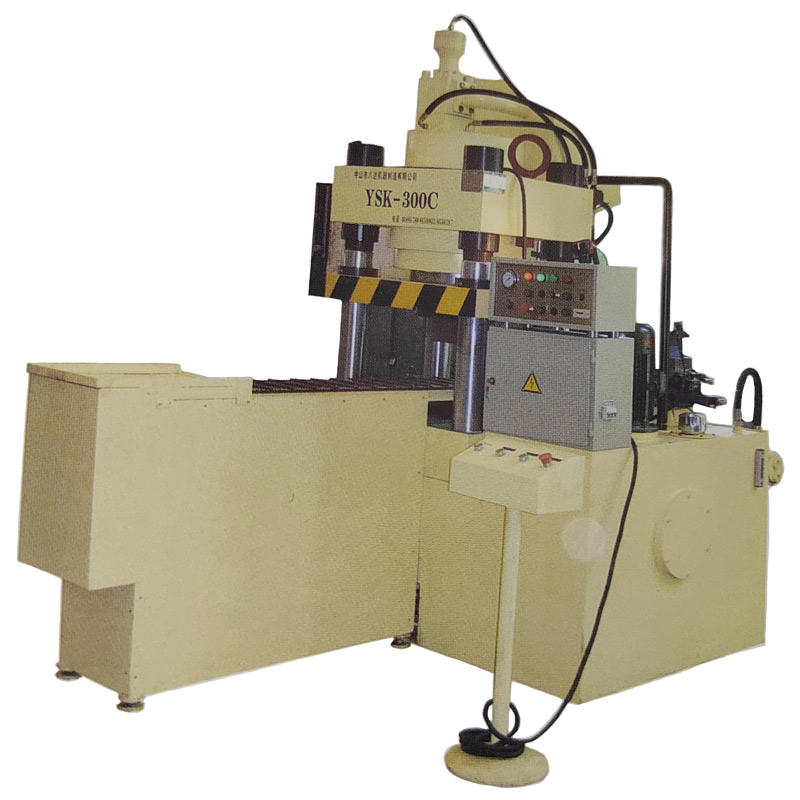 Пресс четырехколонный гидравлический YSK-300C
Пресс четырехколонный гидравлический YSK-300C -
 Гидравлический пресс сверхвысокого давления для намотки стальной проволоки 5000 тонн — прецизионная холодная штамповка радиаторов на основе IGBT с медной основой
Гидравлический пресс сверхвысокого давления для намотки стальной проволоки 5000 тонн — прецизионная холодная штамповка радиаторов на основе IGBT с медной основой -
 WDR-5000CS Большой гидравлический пресс сверхвысокого давления для намотки стальной проволоки (используется для радиатора на основе меди IGBT)
WDR-5000CS Большой гидравлический пресс сверхвысокого давления для намотки стальной проволоки (используется для радиатора на основе меди IGBT) -
 YF-100CL Гидравлический пресс для формования порошка
YF-100CL Гидравлический пресс для формования порошка -
 Полностью автоматическая производственная линия приводного диска YSM-1200BZ
Полностью автоматическая производственная линия приводного диска YSM-1200BZ -
 YSM-300BS Четырехколонный гидравлический пресс для прецизионного прессования золота и серебра
YSM-300BS Четырехколонный гидравлический пресс для прецизионного прессования золота и серебра -
 YSM-200CS
YSM-200CS
Связанный поиск
Связанный поиск- Ведущий покупатель гидравлических ковочных прессов
- Автомобильные и мотоциклетные детали прецизионного холодного и горячего экструзионного формования на гидравлических прессах рамного типа
- Крупнейший китайский завод по производству гидравлических прессов
- Гидравлические прессы с четырьмя колоннами и тремя балками для прессования металлических изделий завод
- Сервогидравлический пресс для холодной ковки автомобильных шестерён
- Китайские заводы по производству гидравлических прессов для растяжки пластиковых листов
- пресс гидравлический 100
- Основные покупатели четырехколонных машин двойного действия для растяжки
- Ведущие китайские покупатели полностью автоматических линий для экструзии алюминия
- Дешевые гидравлические прессовальные машины заводы









