


Продукция











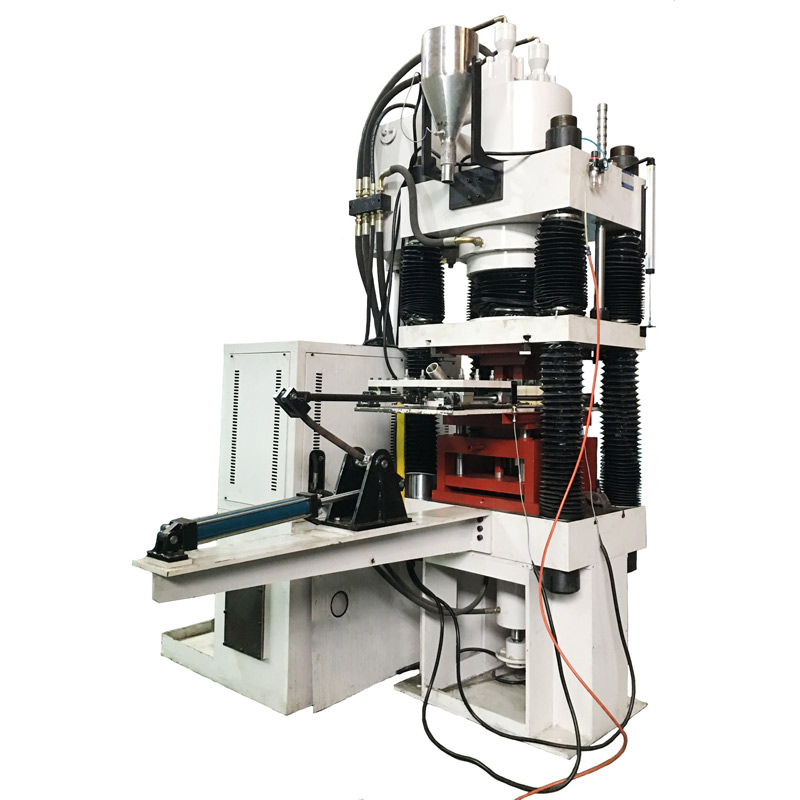
Гидравлический пресс сверхвысокого давления для намотки стальной проволоки 5000 тонн — прецизионная холодная штамповка радиаторов на основе IGBT с медной основой
Данный станок предназначен для прецизионной холодной штамповки и экструзии различных круглых прутков и пластин из нержавеющей стали, материалов на основе IGBT-транзисторов с медью, алюминиевых сплавов и т.д. Он также подходит для прецизионной вырубки, штамповки, гибки, отбортовки различных металлических и пластиковых материалов, а также для правки и выравнивания крупногабаритных деталей. Он широко используется в военной, глубоководной, авиационной, аэрокосмической, энергетической, фотоэлектрической, бытовой технике, автозапчастях, производстве оборудования и других отраслях промышленности.
Описание
маркер
I. Применение станка, преимущества, условия эксплуатации и последовательность операций
1.1 Применение станка и преимущества:
1.1.1 Данный станок предназначен для прецизионной холодной штамповки и экструзии различных круглых прутков и пластин из нержавеющей стали, материалов на основе IGBT-транзисторов с медью, алюминиевых сплавов и т.д. Он также подходит для прецизионной вырубки, штамповки, гибки, отбортовки различных металлических и пластиковых материалов, а также для правки и выравнивания крупногабаритных деталей. Он широко используется в военной, глубоководной, авиационной, аэрокосмической, энергетической, фотоэлектрической, бытовой технике, автозапчастях, производстве оборудования и других отраслях промышленности.
")
")
")
1.2 Преимущества станка:
1.2.1 Станок оснащен независимыми гидравлической и электрической системами управления, что обеспечивает ручную регулировку, полуавтоматический и автоматический режимы работы. Каждый режим работы обеспечивает точный контроль перемещения и давления.
1.2.2 Вес и объем станка значительно снижены благодаря использованию технологии намотки стальной проволоки сверхвысокого давления, что снижает затраты, уменьшает рабочую зону, а также расходы на транспортировку и монтаж.
1.2.3 В главном уплотнении гидроцилиндра используется передовая международная технология комбинированного уплотнения или уплотнения металлическими расширительными кольцами, что увеличивает срок службы уплотнения.
1.2.4 Для повышения прочности и жесткости ползун и рабочий стол станка изготовлены из утолщенных кованых деталей 45# или 50#. Кроме того, ползун и рабочий стол проходят термообработку, что повышает устойчивость стола к сжатию и предотвращает деформацию при прессовании мелких заготовок.
1.2.5 В станке используется технология гидрозаполнения для быстрого опускания во время работы, что повышает эффективность производства и экономит энергию.
1.2.6. Использует прецизионную направляющую X-образной формы с углом наклона 45°. Направляющая встроена в колонну, обеспечивая точность перемещения и устойчивость к эксцентриковым нагрузкам. Также предусмотрена автоматическая система смазки.
1.2.7. Гидравлическая система использует сервопривод, что значительно экономит энергию и снижает уровень шума.
1.2.8. Высокая повторяемость: точность перемещения без нагрузки достигает ±0,01 мм.
1.2.9. Энергосбережение: по сравнению с традиционными моделями экономия энергии достигает 15–30%. Экономия энергии особенно значительна при высокой мощности и длительных простоях, превышающих 50%.
1.2.10. Бесшумная работа: уровень шума на 5–15 дБ ниже, чем у аналогичных станков, что значительно снижает риск повреждения органов слуха во время работы.
1.2.11 Точное давление: Для управления используется сервогидравлическая система, способная удовлетворить требования различных технологических процессов по скорости и давлению. При постоянной температуре погрешность давления составляет 0,5 МПа, что обеспечивает более стабильное движение.
1.3 Условия эксплуатации машины:
1.3.1 Рабочая температура окружающей среды: 0–55 °C
1.3.2 Относительная влажность: не более 85%
1.3.3 Напряжение питания: 380 В ±5%, 50 Гц
1.3.4 Высота над уровнем моря: не более 1500 м
1.3.5 Жидкость гидравлической системы: противоизносное гидравлическое масло № 68
1.4 Полуавтоматическая работа станка происходит следующим образом
Полуавтоматический станок работает следующим образом: (Нагнетательный цилиндр в нижнем положении) Нагнетательный цилиндр поднимается вверх (сигнал времени) → Ползун быстро опускается вниз (сигнал хода) → Ползун медленно нажимает (сигнал давления, определение хода) → Удержание давления (сигнал времени) → Сброс давления (сигнал давления) → Ползун возвращается (сигнал хода) → Ползун останавливается (сигнал хода) → Нагнетательный цилиндр поднимается вверх (сигнал времени) → Нагнетательный цилиндр втягивается (сигнал времени) → Нагнетательный цилиндр поднимается вверх (сигнал времени) → Нагнетательный цилиндр втягивается → Остановка (снятие заготовки).
Полностью автоматический станок работает следующим образом: оснащен роботизированной рукой, заменяющей ручной труд для достижения полной автоматизации производства.
")
")
II. Основные технические параметры:
| NO. | проект | единица | WDR-5000CSпараметр | |
| 1 | Усилие главного цилиндра | КН | 50000(Регулируемый) | |
| 2 | Рабочее давление жидкости | МПа | 80/20(Регулируемый) | |
| 3 | ход главного цилиндра | мм | 0-400(Регулируемый) | |
| 5 | Максимальная высота отверстия | мм | 1200 | |
| 6 | Минимальная высота установки пресс-формы | мм | 800 | |
| 7 | Эффективный ход главного усилителя цилиндра | мм | 30(Ход повышения давления до 80МПа) | |
| 8 | высота платформы от земли | мм | 800(требуется фундамент) | |
|
9 |
Скорость главного цилиндра |
Быстрое | мм/с | 0-150(Регулируемый) |
| Предварительное сжатие | мм/с | 0-13(Регулируемый) | ||
| Ускорение | мм/с | 0-3.1(Регулируемый) | ||
| Обратный путь | мм/с | 0-150(Регулируемый) | ||
|
10 |
Выброс нижнего цилиндра |
Номинальное усилие | КН | 1200(Регулируемый) |
| Ход поршня | мм | 150(Регулируемый) | ||
| Диаметр штока | мм | 25 х 5 штук | ||
| 11 | Скорость выталкивания нижнего эжекторного цилиндра | мм/с | 150(Регулируемый) | |
| 12 | Скорость возврата нижнего эжекторного цилиндра | мм/с | 100(Регулируемый) | |
| 13 | Цилиндр выталкивателя | Номинальное усилие | КН | 3000(Регулируемый) |
| Ход поршня | мм | 100(Регулируемый) | ||
| Диаметр штока выталкивателя | мм | 62 x 8 штук | ||
| 14 | Скорость выталкивания цилиндра держателя заготовки | мм/с | 65(Регулируемый) | |
| 15 | Скорость возврата цилиндра держателя заготовки | мм/с | 60(Регулируемый) | |
| 16 | Размер верстака | Слева и справа | мм | 1260 |
| Спереди и сзади | мм | 1300 | ||
| 17 | Мощность серводвигателя | кВт | 78.3*2 | |
| 18 | Емкость масляного бака | бочка | 15-18 бочек (200 литров/бочка) (гидравлическое масло 68# предоставляется покупателем) | |
| 19 | Масляный радиатор | Ккал | 30000 | |
| 20 | В усилителе используется одностержневой усилитель для повышения давления до 80 МПа (процесс повышения давления с 20 МПа до 80 МПа осуществляется непрерывно). | |||
| 21 | Основная рама расположена внутри приямка, а гидравлическая станция — справа от основной рамы. В резервуаре для сбора масла приямка установлена система оповещения о наличии масла. При накоплении масла система подаёт сигнал тревоги, отключается и вызывает необходимость проверки. | |||


связаться с нами
Сопутствующие популярные продукты

Линия по производству стиральных машин
Основные функции: Основной корпус машины имеет рамную конструкцию. Существует два метода работы:...
YF-300CL Гидравлический пресс для формования порошка
Четырехколонный гидравлический пресс для прессования порошков серии YF Функции и использование:...
-1-scaled.jpg)
YF-400CS Гидравлический пресс для формовки порошков с ЧПУ и сервоприводом
Четырехколонный порошковый гидравлический пресс серии YF подходит для прессования и формования ра...









