


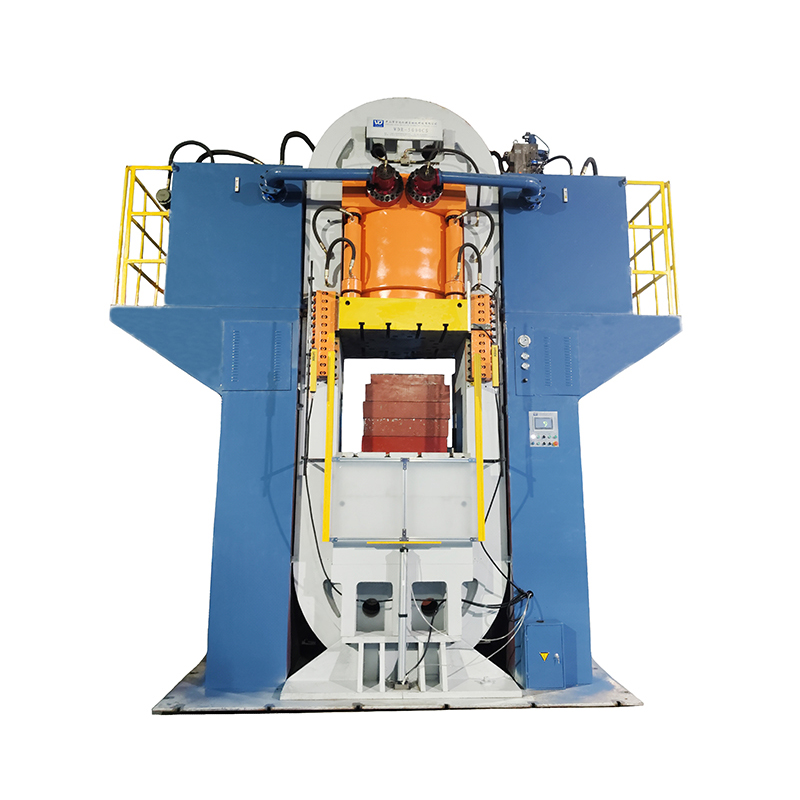
Сервогидравлический пресс для холодной экструзии приводных шестерен
Когда слышишь про сервогидравлический пресс, многие сразу думают о простой замене механики на 'умный' привод, но на деле это про перестройку всего цикла — от подачи заготовки до контроля усилия в реальном времени. Мы в ООО 'Технология автоматизации машин Чжуншань Ванда' с 2016 года накопили достаточно случаев, где попытки экономии на настройке сервосистемы заканчивались браком по краевым трещинам.
Почему именно холодная экструзия для шестерен
Если брать приводные шестерни, тут классическая горячая штамповка иногда дает пережог зерна, особенно на мелкомодульных зубьях. Холодная экструзия выигрывает за счет наклепа — поверхность упрочняется сразу при деформации, но требует точного контроля скорости и давления. Например, для модуля 2–3 мм мы сталкивались с тем, что даже +5% к скорости выдавливания приводило к слипанию металла в зоне делительного диаметра.
Раньше пробовали адаптировать стандартные гидравлические прессы, но без обратной связи по положению пуансона трудно угадать момент начала пластического течения. Заметили, что у нашего производства (основанного ещё в 1990-м как машиностроительное предприятие) старые модели прессов давали разброс по высоте зубьев до 0,1 мм — для некоторых отраслей это критично.
Кстати, о материалах: даже с St52 или 16ХГН приходится учитывать, что холодная деформация меняет пластичность. Как-то раз запустили партию без предварительного отжига — получили микротрещины у основания зубьев. Пришлось пересматривать технологическую цепочку.
Конструктивные особенности сервогидравлики
Главное в сервогидравлическом прессе — не просто двигатель с обратной связью, а синхронизация насоса и золотникового узла. У нас на испытаниях одна система от европейского поставщика стабильно 'запаздывала' на 20 мс при реверсе — для шестерен с асимметричным профилем это было фатально.
Сейчас используем прессы с датчиком усилия непосредственно в ползуне, плюс энкодер на оси серводвигателя. Но и тут есть нюансы: если датчик стоит слишком близко к зоне деформации, вибрации искажают сигнал. Пришлось разрабатывать компенсационные алгоритмы, которые учитывают инерцию станины.
По опыту, лучше не экономить на системе охлаждения масла — при частых циклах экструзии температура подскакивает быстро, а это влияет на вязкость и точность хода. Однажды летом на тестовой смене пресс начал 'плыть' по положению на 0,05 мм после трёх часов работы. Разобрались — радиатор не справлялся.
Настройка под конкретный профиль зубьев
Для косозубых шестерен важно не только осевое усилие, но и момент кручения, который возникает при выдавливании. Стандартные программы ЧПУ часто не учитывают эту составляющую — приходится вручную вводить поправки на упругое последействие. Помню, для заказчика из автомобильной отрасли делали шестерни с углом наклона 25° — первые образцы шли с перекосом.
Здесь пригодилась возможность сервогидравлического привода запоминать несколько кривых усилия. Мы записали параметры для каждого этапа: предварительное обжатие, выдавливание, выдержка под давлением. Интересно, что выдержку иногда сокращали до 0,5 с — дольше не имело смысла, металл уже 'запоминал' форму.
Ещё из практики: перед серийным запуском всегда тестируем на образцах с термопарами — вдруг локальный перегрев в зоне деформации превысит 200°C. Для некоторых марок стали это уже риск отпуска.
Типичные ошибки при эксплуатации
Самое частое — неверная калибровка датчиков. Как-то на одном из заводов персонал забыл провести юстировку после замены манжеты — пресс начал уходить в перегрузку на 15% выше нормы. Результат — трещины по контуру зубьев.
Другая проблема — игнорирование вибродиагностики. В прессах для холодной экструзии подшипники серводвигателей работают в режиме частых пусков/остановок. Если не отслеживать спектр вибраций, можно пропустить начало разрушения обоймы.
И да, не все учитывают качество масла. После перехода на сервосистемы мы настоятельно рекомендуем фильтрацию тонкой очистки — твердые частицы размером даже 10–15 мкм быстро выводят из строя золотниковые пары.
Экономика и надежность
Если сравнивать с кривошипными прессами, сервогидравлика для холодной экструзии шестерен окупается за 2–3 года только за счет экономии электроэнергии — но при условии, что пресс работает в режиме 70–80% загрузки. У нас на производстве в Чжуншане после модернизации парка удалось снизить энергопотребление на 35%.
Надёжность же сильно зависит от регулярности ТО. Раз в полгода обязательно проверяем герметичность гидросистемы и калибруем датчики. Заметил, что после 5 лет эксплуатации чаще выходят из строя не серводвигатели, а вторичная электроника — драйверы энкодеров, например.
Кстати, о запчастях: для наших прессов мы используем комплектующие от проверенных поставщиков, но всегда держим на складе критичные элементы — те же датчики положения. Потому что простой из-за поломки такого датчика обходится дороже, чем его страховой запас.
Перспективы и ограничения
Сейчас пробуем комбинировать холодную экструзию с последующей термической обработкой в единой линии — это позволяет сократить межоперационные простои. Но столкнулись с тем, что после экструзии остаточные напряжения мешают равномерному прогреву в печи — приходится экспериментировать с режимами отпуска.
Ещё один тренд — предиктивная аналитика. Мы в ООО 'Технология автоматизации машин Чжуншань Ванда' начали собирать данные по износу инструмента в зависимости от количества циклов. Пока рано говорить о точных моделях, но уже видно, что для высоколегированных сталей стойкость пуансонов падает на 20% быстрее, чем рассчитывали.
В целом, сервогидравлический пресс — это уже не экзотика, а необходимость для конкурентоспособного производства. Но подходить к его внедрению нужно без иллюзий: технологическая цепочка потребует пересмотра, а персонал — переобучения. Зато когда видишь, как за один цикл получается шестерня с 8-й степенью точности без последующей мехобработки — понимаешь, что игра стоит свеч.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 YSM-200CS(прессование и формовка труб с электрическим нагревом) Прецизионный гидравлический пресс с ЧПУ и сервоприводом
YSM-200CS(прессование и формовка труб с электрическим нагревом) Прецизионный гидравлический пресс с ЧПУ и сервоприводом -
 YSK-1000A Четырехколонный гидравлический пресс для прессования и формовки высококачественных труб для печей
YSK-1000A Четырехколонный гидравлический пресс для прессования и формовки высококачественных труб для печей -
 Большой гидравлический пресс сверхвысокого давления для намотки стальной проволоки WDR-5000CS
Большой гидравлический пресс сверхвысокого давления для намотки стальной проволоки WDR-5000CS -
 Линия по производству стиральных машин
Линия по производству стиральных машин -
 Прецизионный гидравлический пресс с ЧПУ сверхвысокого давления серии WDR-CS
Прецизионный гидравлический пресс с ЧПУ сверхвысокого давления серии WDR-CS -
 YSM-200CS
YSM-200CS -
 Полностью автоматическая производственная линия приводного диска YSM-1200BZ
Полностью автоматическая производственная линия приводного диска YSM-1200BZ -
 YSK-1000BII Четырехколонный гидравлический пресс (прецизионная холодная ковка и формовка деталей автомобилей и мотоциклов)
YSK-1000BII Четырехколонный гидравлический пресс (прецизионная холодная ковка и формовка деталей автомобилей и мотоциклов) -
 YSM-1000BS прецизионный гидравлический пресс с сервоприводом и ЧПУ
YSM-1000BS прецизионный гидравлический пресс с сервоприводом и ЧПУ -
 Y28-200
Y28-200 -
 Гидравлический пробивной пресс HSP-63
Гидравлический пробивной пресс HSP-63 -
 Y28-350 Четырехколонная растяжная машина двойного действия
Y28-350 Четырехколонная растяжная машина двойного действия
Связанный поиск
Связанный поиск- Китайский крупный покупатель деталей и компонентов для автомобилей и мотоциклов для прецизионной холодной и горячей экструзии на гидравлических прессах рамного типа
- гидравлические прессы 1000 тонн
- Китайские заводы по производству гидравлических прессов для прессования титановой губки
- Масляный пресс
- Дешевые гидравлические штамповочные машины основных покупателей
- Китайские производители гидравлических прессов 400 тонн
- Ведущие покупатели Вулканизационные гидравлические прессы в Китае
- Дешевые используемые гидравлические прессы 100 тонн производители
- Дешевые гидравлический пресс основных покупателей
- Возможна поставка нестандартных гидравлических прессов по индивидуальному заказу









