


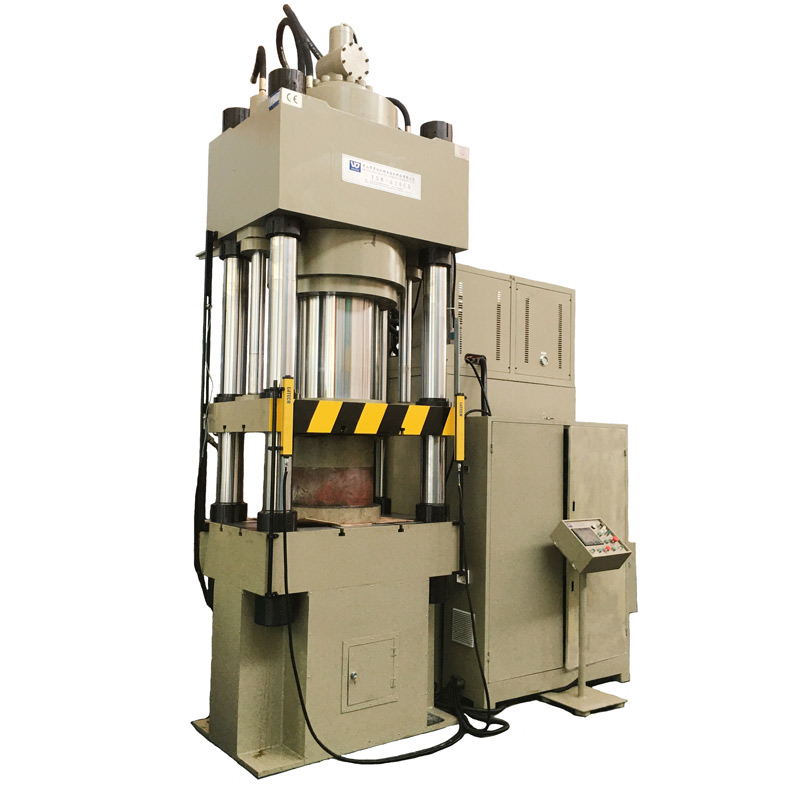
1000-тонный прецизионный сервогидравлический пресс с ЧПУ
Когда слышишь про 1000-тонный прецизионный сервогидравлический пресс с ЧПУ, первое, что приходит в голову — это монстр для штамповки автомобильных деталей. Но на практике часто оказывается, что главная сложность не в тоннаже, а в том, как сервосистема держит позицию при переменных нагрузках. Многие заказчики до сих пор путают точность позиционирования с повторяемостью — а это две разные вещи, особенно когда речь идет о прецизионной обработке.
Конструктивные особенности, которые не бросаются в глаза
Работая с оборудованием от ООО 'Технология автоматизации машин Чжуншань Ванда', обратил внимание на их подход к конструкции станины. Вместо классической С-образной рамы они используют двойные боковины с перекрестными тягами — решение, которое снижает люфт при неравномерной нагрузке. Для прецизионного сервогидравлического пресса это критично, особенно если ты работаешь с асимметричными матрицами.
Гидравлика у них собрана по схеме с отдельным сервомотором на каждый насосный узел. Вроде бы мелочь, но когда приходится одновременно двигать ползун и регулировать давление в контуре выдержки, эта схема дает выигрыш в 0,2-0,3 секунды на цикл. Для серийного производства это уже экономия.
Кстати, про температурный дрейф. На первых пусках мы столкнулись с тем, что точность позиционирования падала после 4 часов непрерывной работы. Оказалось, проблема не в сервоприводах, а в том, что термокомпенсация датчиков не учитывала нагрев масла в силовых цилиндрах. Пришлось дорабатывать алгоритм управления — теперь система корректирует смещение каждые 500 циклов.
Программные тонкости, о которых не пишут в инструкциях
ЧПУ у них на базе Sinumerik 840D, но с кастомными модулями для прессов. Интересно реализована функция предсказания нагрузки: система анализирует текущие параметры привода и заранее подстраивает давление, еще до контакта с материалом. Для 1000-тонного пресса это особенно важно — инерцию такой массы не остановить мгновенно.
Однажды пришлось переписывать логику выдержки под штамповку композитных материалов. Стандартные настройки не учитывали релаксацию материала после снятия нагрузки. Добавили ступенчатую разгрузку с контролем обратного хода — дефекты ушли.
Самое сложное — это калибровка датчиков усилия. Если делать по мануалу, получается погрешность до 5%. Мы разработали свою методику с использованием эталонного динамометра и термокоррекции. Теперь держим в пределах 1,2% даже при работе с горячими заготовками.
Практические кейсы из цеховой эксплуатации
На производстве Чжуншань Бада видел, как их пресс работает с разными материалами — от алюминиевых сплавов до титановых штамповок. Заметил интересную деталь: для тонкостенных деталей они используют не стандартный пропорциональный клапан, а систему с прямым цифровым управлением. Шум выше, но точность давления лучше на порядок.
Был случай, когда клиент жаловался на вибрацию при работе на малых скоростях. Оказалось, проблема в резонансе рамы с частотой ШИМ сервопривода. Решили установкой демпфирующих прокладок и коррекцией частоты переключения. Теперь рекомендую всегда проверять этот параметр при приемке.
Еще один момент — работа с нестандартными штампами. Когда оснастка весит под 20 тонн, даже минимальный перекос вызывает неравномерный износ направляющих. Мы стали использовать лазерную юстировку при каждой смене инструмента — увеличило межремонтный интервал на 30%.
Типичные ошибки при обслуживании
Часто сталкиваюсь с тем, что механики пытаются экономить на масле. Для сервогидравлического пресса это смертельно — изменение вязкости всего на 10% уже сказывается на точности позиционирования. Особенно критично для контуров с цифровыми сервоклапанами.
Забывают про калибровку датчиков положения ползуна. А ведь даже пыль на магнитной линейке может дать погрешность в 0,1 мм. У нас был прецедент, когда из-за этого испортили партию ответственных деталей.
Самая грубая ошибка — игнорирование диагностики сервомоторов. Их ресурс хоть и большой, но после 20-25 тысяч часов нужно менять подшипники. Иначе биение вала выводит из строя весь гидравлический контур.
Перспективы развития технологии
Сейчас ООО 'Технология автоматизации машин Чжуншань Ванда' экспериментирует с системой адаптивного управления. Датчики отслеживают жесткость материала в реальном времени и корректируют усилие. Для штамповки закаленных сталей это может стать прорывом.
Интересно их решение по интеграции пресса в цифровую среду завода. ЧПУ не просто выдает телеметрию, а строит предиктивные модели износа оснастки. Пока сыровато, но направление перспективное.
Лично мне больше всего нравится их разработка по энергосбережению. 1000-тонный прецизионный пресс потребляет до 40 кВт в простое, а с рекуперацией энергии удалось снизить до 15 кВт. Для круглосуточного производства это огромная экономия.
Неочевидные преимущества, которые оценишь со временем
Модульная конструкция гидростанции — казалось бы, мелочь. Но когда пришлось менять насосный узел, сделали это за 3 часа вместо обычных двух смен. Все разъемы стандартизированы, не нужно перепаивать электрику.
Система самодиагностики у них действительно рабочая. Не просто выдает ошибки, а предлагает алгоритм проверки. На прошлой неделе по ее подсказке нашли начинающуюся течь в уплотнении цилиндра до того, как она стала критичной.
И главное — точность сохраняется даже после 5 лет эксплуатации. Проверяли лазерным интерферометром: отклонение по параллельности ползуна не превышает 0,02 мм на всей длине хода. Для оборудования такого класса это отличный результат.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 YSK-300C Четырехколонный гидравлический пресс
YSK-300C Четырехколонный гидравлический пресс -
 Полностью автоматическая линия по производству дверных петель для ванных комнат.
Полностью автоматическая линия по производству дверных петель для ванных комнат. -
 YSM-1000BS прецизионный гидравлический пресс с сервоприводом и ЧПУ
YSM-1000BS прецизионный гидравлический пресс с сервоприводом и ЧПУ -
 YKK-800C прецизионный гидравлический пресс с ЧПУ с сервоприводом рамного типа
YKK-800C прецизионный гидравлический пресс с ЧПУ с сервоприводом рамного типа -
 YSM-630CS Четырехколонный гидравлический пресс с ЧПУ и сервоприводом
YSM-630CS Четырехколонный гидравлический пресс с ЧПУ и сервоприводом -
 YSK-300C
YSK-300C -
 YSM-100CS
YSM-100CS -
 Y28-600S Четырехколонная растяжная машина двойного действия
Y28-600S Четырехколонная растяжная машина двойного действия -
 Y28-800S
Y28-800S -
 Гидравлический пресс для холодной и горячей экструзии серии YSK-BF
Гидравлический пресс для холодной и горячей экструзии серии YSK-BF -
 Линия по производству гидравлических прессов для растяжек и профилирования расширительных баков отопления
Линия по производству гидравлических прессов для растяжек и профилирования расширительных баков отопления -
 Линия по производству гидравлических прессов для линии вытяжки противней
Линия по производству гидравлических прессов для линии вытяжки противней
Связанный поиск
Связанный поиск- Гидравлический пресс 2000 тонн с четырьмя колоннами
- Поставщики четырехколонных гидравлических прессов грузоподъемностью 100/200/315/400/500 тонн
- Китайские заводы по производству машин для вулканизации резины
- Основные страны-покупатели гидравлических прессов для формовки автомобильных деталей
- Полностью автоматическая линия для производства приводных дисков и роликов
- Малый/автоматический/ручной гидравлический пресс глубокой вытяжки 200-300-600-800 тонн завод
- 50-тонный гидравлический пресс типа С
- Китайский завод вулканизационной машины APVM 904
- Гидравлический пресс
- Поставщики гидравлического пресса для ковки









