


Гидравлический пресс для вытяжки и формовки алюминиевых горшков
Когда слышишь про гидравлический пресс для вытяжки и формовки алюминиевых горшков, многие сразу думают о простом штамповании заготовок. Но на деле это сложный процесс, где давление, скорость и температура сплава должны работать как часы. Часто вижу, как новички пытаются экономить на настройке пресса, а потом удивляются, почему горшки получаются с микротрещинами или неравномерной толщиной стенок. У нас на производстве такое случалось не раз — особенно с тонкостенными моделями для ресторанных кухонь.
Особенности конструкции пресса
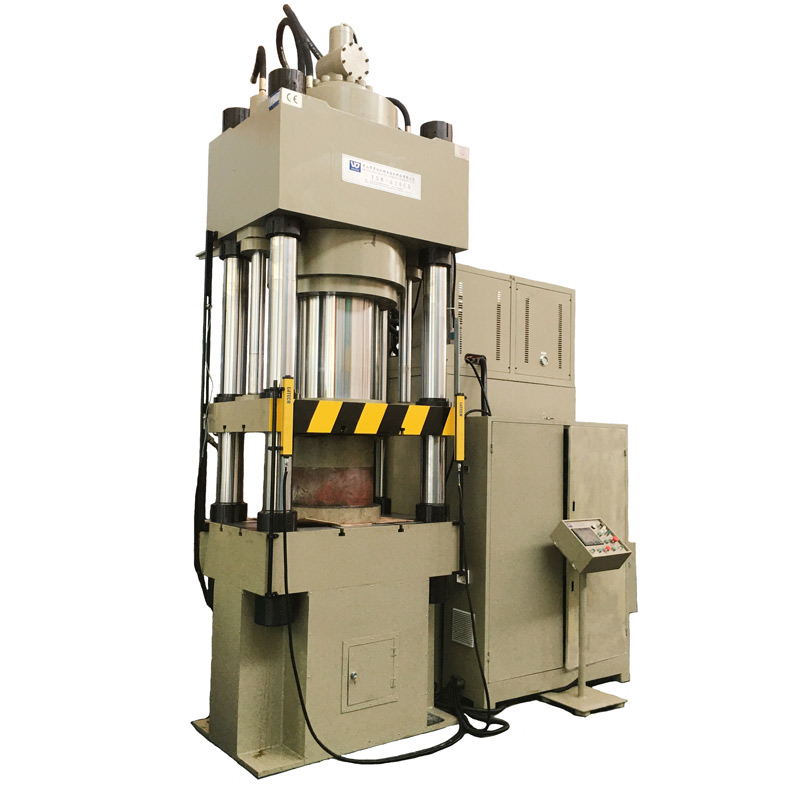
Классический гидравлический пресс для алюминиевой посуды — это не просто цилиндр с плитой. Например, в моделях от ООО 'Технология автоматизации машин Чжуншань Ванда' используется система двойного действия: один цилиндр для предварительной вытяжки, второй — для калибровки краёв. Важно, чтобы ход ползуна регулировался с точностью до 0,1 мм — иначе фаска на горшке будет 'плыть'.
Запомнил случай с партией горшков для турбаз: пришлось переделывать оснастку три раза, потому что расчётная глубина вытяжки не учитывала усадку алюминиевого сплава 3003 после отпуска. В итоге сделали компенсационный зазор в матрице — проблема ушла.
Кстати, охлаждение инструмента — отдельная тема. Если не предусмотреть каналы для воды в пуансоне, алюминий начинает прилипать к поверхности. Приходится либо использовать дорогие антиадгезионные покрытия, либо каждые 50 циклов останавливать линию для чистки. У Ванда в последних моделях прессов это учтено — встроенный теплообменник в рабочей части.
Нюансы технологии вытяжки
С алюминиевыми горшками главная ошибка — пытаться вытянуть глубокую форму за один ход. Для высоты больше 120 мм нужна как минимум двухэтапная операция: сначала черновая вытяжка с припуском 3-4 мм, затем калибровка. Иначе в углах дна появляются зоны напряжения.
Как-то пробовали ускорить процесс, увеличив скорость пресса до 15 мм/с. Результат — 30% брака из-за гофр по бортам. Вернулись к 8-9 мм/с, хотя это снизило производительность на 15%. Зато клиент из Казани до сих пор с нами работает — ценит стабильность геометрии.
Толщина заготовки — тоже тонкий момент. Для стандартного горшка объёмом 5 литров идеально подходит диск 2,8 мм. Но если брать дешёвый китайский алюминий с неравномерной структурой, даже идеально настроенный пресс для формовки не спасёт — будут 'пятна' разной твёрдости.
Проблемы с оснасткой
Матрицы и пуансоны для алюминиевых горшков должны быть не просто стальными, а с определённой зеркальностью поверхности. Полируем до Ra 0,4 — иначе изделие не отстаёт. Дорого, но дешевле, чем постоянно снимать пресс для очистки.
Особенно сложно с горшками, имеющими фигурные ручки — там зона разъёма формы должна точно совпадать с линией изгиба. Однажды пришлось выбросить комплект оснастки, потому что конструкторы не учли направление волокон в алюминиевом диске. Теперь всегда делаем пробную партию из 10-15 штук перед запуском серии.
Кстати, ООО 'Технология автоматизации машин Чжуншань Ванда' как раз предлагает услугу тестовой формовки — очень полезно для тех, кто только начинает работать с алюминиевой посудой.
Влияние параметров прессования
Давление — не единственный важный параметр. Скорость подпора жидкости в системе обратного хода влияет на то, как заготовка отойдёт от матрицы. Слишком быстро — получим деформацию края. Медленно — увеличится цикл.
Температура заготовки — отдельная головная боль. Если греть диск выше 180°C, алюминий становится слишком пластичным и тянется неравномерно. Ниже 120°C — требуются повышенные усилия, что ведёт к износу направляющих. Опытным путём вывели оптимальные 140-150°C для сплава 3003.
Кстати, о усилиях: для горшка диаметром 240 мм нужно около 120 тонн. Но это если использовать стандартный инструмент. Когда делали экспериментальную серию с утолщённым дном для походных моделей, пришлось повышать до 140 тонн и менять график смазки.
Практические наблюдения
Смазочные материалы — тема для отдельного разговора. Водорастворимые составы дешевле, но требуют частой замены. Синтетические дороже, зато не оставляют следов на готовых изделиях. После долгих проб остановились на немецком препарате Zeller — он хоть и дорогой, но не меняет цвет алюминия после термообработки.
Шум при работе — показатель состояния пресса. Если слышен стук в крайних положениях ползуна, значит изношены демпферы или нужна регулировка гидроаккумуляторов. Мы раз в месяц проводим акустический контроль — дешевле, чем потом менять направляющие втулки.
У Чжуншань Ванда в новых моделях есть интересная опция — система мониторинга вибрации. Пока не пробовали, но коллеги с Урала хвалят — говорят, вовремя предупреждает о разрыве манжеты в цилиндрах.
Экономические аспекты
Стоимость часа работы пресса — ключевой параметр. При наших тарифах на электроэнергию получается около 1800 рублей в смену. Это без учёта амортизации. Поэтому простои обходятся дорого — стараемся планировать переналадку во время обеденных перерывов.
Расходники — ещё одна статья. Манжеты гидроцилиндров меняем раз в полгода, фильтры — раз в месяц. Дороже всего обходятся матрицы — хороший комплект для горшков стоит как половина бюджетного автомобиля. Но экономить нельзя — дешёвые подделки изнашиваются за 2-3 месяца активной работы.
Интересно, что производитель даёт 5 лет гарантии на станину, но всего год на гидравлику. Видимо, знают о чём-то, чего мы пока не обнаружили в процессе эксплуатации.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 YSM-200BS Четырехколонный гидравлический пресс для прецизионного прессования и формовки золота и серебра
YSM-200BS Четырехколонный гидравлический пресс для прецизионного прессования и формовки золота и серебра -
 YSM-630CS Четырехколонный гидравлический пресс с ЧПУ и сервоприводом
YSM-630CS Четырехколонный гидравлический пресс с ЧПУ и сервоприводом -
 Автоматическая машина для резки золота HSP-20SF, полностью автоматическая производственная линия
Автоматическая машина для резки золота HSP-20SF, полностью автоматическая производственная линия -
 Y28-600 Четырехколонная растяжная машина двойного действия
Y28-600 Четырехколонная растяжная машина двойного действия -
 Y28-350 Четырехколонная растяжная машина двойного действия
Y28-350 Четырехколонная растяжная машина двойного действия -
 YSM-1000BS Четырехколонный гидравлический пресс с ЧПУ и сервоприводом
YSM-1000BS Четырехколонный гидравлический пресс с ЧПУ и сервоприводом -
 Y28-150 Четырехколонная растяжная машина двойного действия
Y28-150 Четырехколонная растяжная машина двойного действия -
 Y28-350 Четырехколонная растяжная машина двойного действия
Y28-350 Четырехколонная растяжная машина двойного действия -
 YSK-1000A
YSK-1000A -
 Прецизионный гидравлический пресс с ЧПУ сверхвысокого давления серии WDR-CSF
Прецизионный гидравлический пресс с ЧПУ сверхвысокого давления серии WDR-CSF -
 Y28-800 Четырехколонная растяжная машина двойного действия
Y28-800 Четырехколонная растяжная машина двойного действия -
 Y28-350S Сервоприводная растяжная машина с ЧПУ двойного действия
Y28-350S Сервоприводная растяжная машина с ЧПУ двойного действия
Связанный поиск
Связанный поиск- Клепальный гидравлический пресс
- Гидравлический пресс с ручным управлением
- Китайские заводы по производству сервопрецизионных натяжных станков с ЧПУ
- гидравлические прессы 250 тонн
- Китайские поставщики машин для формирования поддонов
- Четырехколонный вулканизационный пресс
- Дешевые основные покупатели больших гидравлических прессов
- Дешевые вулканизирующие инъекционные машины основные покупатели
- Поставщики малых/автоматических/ручных гидравлических прессов глубокой вытяжки
- Китайские заводы по производству гидравлических прессов свободной формы









