


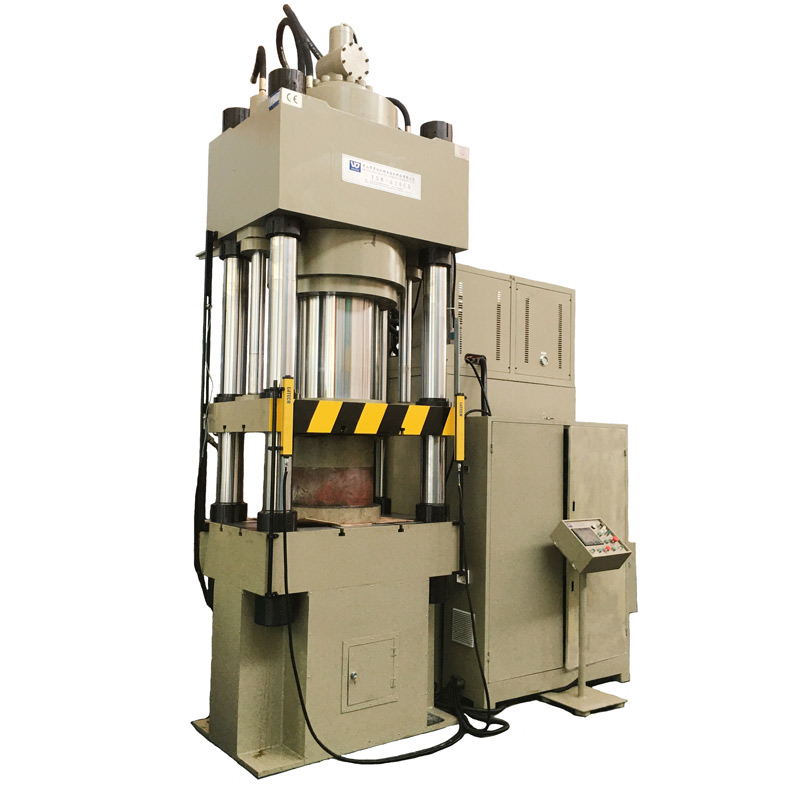
Четырехколонный гидравлический пресс для чеканки и штамповки металла
Когда слышишь про четырехколонный гидравлический пресс, многие сразу думают, что это просто 'мощная штуковина для давления' – а на деле там столько нюансов, что иногда сам удивляешься, как мы раньше без них обходились. В нашей практике на ООО 'Технология автоматизации машин Чжуншань Ванда' именно такие прессы стали ключевыми для сложной чеканки, где важен не только тоннаж, но и контроль хода плит. Помню, как в 2018 году мы тестировали пресс для штамповки декоративных панелей – сначала думали, что главное – это давление в 200 тонн, а оказалось, что без точной регулировки скорости ползуна даже качественная сталь идет волной. Вот этот момент – когда осознаешь, что гидравлический пресс это не просто 'жмет', а 'ведет' материал – и есть переломный в понимании.
Конструктивные особенности: почему именно четыре колонны?
Четыре колонны – это не для красоты, а для стабильности. В отличие от двухстоечных моделей, где при длительной нагрузке бывает перекос, здесь плита движется строго параллельно, что критично для глубокой чеканки. На нашем производстве в ООО 'Машиностроительное производство Чжуншань Бада' мы как-раз столкнулись с этим на примере штамповки медных элементов – двухстоечный пресс давал отклонение в 0,5 мм после 300 циклов, а четырехколонный держал точность месяцами. Но и тут есть подвох: если колонны не откалиброваны с завода, люфт в направляющих может свести все преимущества на нет. Мы в 2019 году получили партию, где одна колонна имела микроскопический наклон – и до сих пор вспоминаем, как перебирали узлы чуть ли не вручную.
Гидравлическая система – отдельная тема. Часто производители экономят на клапанах контроля давления, а потом удивляются, почему пресс 'дергается' при чеканке тонкого металла. У нас на https://www.wdjx.ru в спецификациях всегда акцентируем, что клапаны должны быть пропорциональными – не ON/OFF, а с плавной регулировкой. Как-то раз клиент жаловался на трещины в алюминиевых заготовках – оказалось, что скачок давления в момент контакта с матрицей был всего 0,2 секунды, но его хватило, чтобы нарушить структуру металла. Пришлось ставить дополнительный демпферный блок – и дело пошло.
Еще из практики: многие забывают про термокомпенсацию колонн. При интенсивной работе гидравлика греется, металл расширяется – и если пресс не рассчитан на тепловое удлинение, зазоры 'уплывают'. Мы в ООО 'Технология автоматизации машин Чжуншань Ванда' как-то тестировали пресс для штамповки нержавейки – сначала все было идеально, но через 4 часа работы точность упала на 15%. Разобрались – производитель не учел коэффициент расширения стальных колонн. Теперь всегда спрашиваем у поставщиков про термостабилизацию.
Чеканка vs штамповка: где пресс раскрывается полностью
В чеканке, особенно художественной, гидравлический пресс должен работать как 'мягкая кисть' – не давить, а 'продавливать' материал с контролем на микронах. У нас был заказ на чеканку медных икон – там каждый удар должен быть выверен по силе и траектории. Использовали пресс с ЧПУ и обратной связью по давлению – но даже так пришлось дорабатывать программу, потому что стандартные алгоритмы не учитывали упругость меди. Ошибка в 5% по скорости опускания ползуна – и вместо четкого рельефа получалась 'размазанная' текстура.
Со штамповкой проще? Не скажите. Для штамповки автомобильных деталей мы как-раз брали четырехколонный пресс от ООО 'Машиностроительное производство Чжуншань Бада' – и столкнулись с проблемой выталкивания. Штамповали кронштейны из листовой стали, и заготовка иногда 'залипала' в матрице. Стандартный выталкиватель не справлялся – пришлось проектировать систему с пневмоподжимом. Это тот случай, когда теория гласит 'штамповка – это просто', а на практике каждый миллиметр хода выталкивателя влияет на производительность.
А вот для комбинированных операций – например, чеканка с одновременной пробивкой – четырехколонная схема незаменима. Помню, делали элементы фасадов с орнаментом и монтажными отверстиями. Если бы делали в два этапа, появились бы риски смещения. А здесь – один проход, и точность позиционирования 0,1 мм. Правда, пришлось повозиться с настройкой многоступенчатого давления: для пробивки нужен резкий пик, для чеканки – плато. Настроили через каскад клапанов – но это уже тема для отдельного разговора.
Типичные ошибки при эксплуатации: что ломается чаще всего
Самое слабое звено – это уплотнения. Гидравлические цилиндры на четырехколонных прессах работают в режиме постоянных переменных нагрузок, и если производитель сэкономил на манжетах, течь появится через полгода. У нас на https://www.wdjx.ru ведем статистику – 70% обращений по гарантии связаны именно с уплотнениями. Причем проблема не всегда в качестве – бывает, клиенты забывают менять фильтры в гидросистеме, а потом удивляются, что абразивные частицы съедают резину за 1000 циклов.
Вторая частая беда – перегрев масла. Летом 2021 года был случай: пресс для штамповки алюминиевых профилей начал 'зависать' в нижней точке. Оказалось, что в цеху +35°C, а штатный радиатор не справлялся. Масло густело, насос работал на износ. Пришлось ставить дополнительный охладитель – и сразу ушли проблемы с 'залипанием' клапанов. Теперь всегда советуем клиентам смотреть на температурный режим в паспорте – если указано до +25°C, а в цеху +30 – это уже риск.
И конечно, банальная, но критичная вещь – несвоевременная протяжка колонн. Резьбовые соединения со временем ослабевают от вибрации, и если их не подтягивать по графику, можно получить люфт направляющих. Был у нас печальный опыт – пресс после года работы начал давать брак по геометрии. Разобрали – одна колонна отклонилась на 1,2 мм. Ремонт обошелся в треть стоимости нового оборудования. Теперь в инструкциях акцентируем: протяжка каждые 500 часов работы – не прихоть, а необходимость.
Кейсы из практики: когда теория расходится с реальностью
В 2020 году мы поставили четырехколонный гидравлический пресс для чеканки сувенирных изделий из латуни. Заказчик жаловался на нестабильность глубины рельефа. Стали разбираться – оказалось, проблема в материале. Латунь разных партий имела разную твердость, а пресс был настроен на усредненные параметры. Пришлось внедрять систему датчиков обратной связи, которая в реальном времени корректировала давление в зависимости от сопротивления металла. Решение сработало, но это добавило 15% к стоимости оборудования – клиент сначала возмущался, а потом признал, что без этого брак был бы неизбежен.
Другой пример – штамповка крупногабаритных панелей для лифтовых кабин. Там критична была не только точность, но и скорость – цикл не более 30 секунд. Стандартный гидравлический пресс не обеспечивал такой темп – мешала инерция при опускании массивной плиты. Специалисты ООО 'Технология автоматизации машин Чжуншань Ванда' предложили систему рекуперации энергии – когда при подъеме плиты гидравлика работает как генератор, возвращая часть энергии в сеть. Снизили энергопотребление на 18% и уложились в требуемый цикл. Правда, пришлось пересчитать все нагрузки на раму – при частых стартах/остановках вибрации выше.
А был и провальный опыт – пытались адаптировать стандартный пресс для чеканки биметаллических заготовок. Там слои меди и стали вели себя по-разному под давлением – медь 'плыла', а сталь пружинила. Никакие регулировки не помогали – то трещины, то волны. В итоге пришли к выводу, что для таких материалов нужен пресс с раздельным контролем силы и скорости на каждом этапе хода. Проект заморозили – но вынесли ценный урок: не бывает универсального оборудования для всех материалов.
Перспективы и доработки: что бы я улучшил в классической схеме
Современные четырехколонные прессы – уже не те громоздкие монстры, что были 20 лет назад. Но я бы добавил в них систему прогноза износа. Например, по изменению тока электродвигателя насоса можно предсказать, когда потребуется замена уплотнений. Мы в ООО 'Машиностроительное производство Чжуншань Бада' экспериментировали с датчиками вибрации на колоннах – пока на уровне тестов, но уже видно, что аномальные колебания появляются за 200-300 циклов до критического люфта.
Еще мечтаю о прессе с адаптивной жесткостью рамы. При штамповке толстого металла нужна максимальная жесткость, а для чеканки – небольшой 'допуск' на упругость. Сейчас это достигается сменой штампов и настройками, но если бы рама могла менять характеристики... Технически сложно, но первые прототипы у китайских коллег уже видел. Думаю, через 5-7 лет это будет стандартом.
И конечно, интеграция с IIoT. Наш сайт https://www.wdjx.ru уже сейчас предлагает системы мониторинга для прессов – но это в основном сбор данных. Хочется, чтобы пресс сам учился на своих ошибках: например, если при штамповке определенного материала регулярно срабатывает аварийный останов, чтобы система предлагала скорректировать параметры. Пока это кажется фантастикой, но первые шаги в этом направлении уже есть – например, прессы с памятью на 1000 материалов.
Вместо заключения: почему я все еще выбираю четыре колонны
За 15 лет работы с гидравликой я перепробовал десятки конструкций – и всегда возвращаюсь к четырехколонной. Да, она дороже двухстоечной, сложнее в обслуживании, требует более квалифицированного оператора. Но когда видишь, как заготовка выходит из-под штампа с идеальной геометрией – понимаешь, что это того стоит. Особенно в чеканке, где каждый удар – это как мазок кистью: должен быть точен и выверен.
Наши клиенты в ООО 'Технология автоматизации машин Чжуншань Ванда' иногда спрашивают – может, взять что-то попроще? Я всегда отвечаю: если вам нужен 'просто пресс' – берите двухстоечный. Но если вы работаете с точностью, с художественными элементами, с материалами разной упругости – только четыре колонны дадут ту стабильность, которая окупит все сложности. Проверено на сотнях проектов – от сувенирной чеканки до штамповки ответственных деталей для машиностроения.
Да, и последнее: никогда не экономьте на системе управления. Хороший гидравлический пресс с посредственным ЧПУ – это как спорткар с кривыми колесами. Все возможности есть, но реализовать их не получится. Мы на своем опыте убедились, что инвестиции в качественную электронику окупаются быстрее, чем сама гидравлика. Но это уже тема для другого разговора...
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 YSM-100CS
YSM-100CS -
 Малый четырехколонный гидравлический пресс (10-100т)
Малый четырехколонный гидравлический пресс (10-100т) -
 WDR-4000CS Большой прецизионный гидравлический пресс с ЧПУ для намотки стальной проволоки сверхвысокого давления
WDR-4000CS Большой прецизионный гидравлический пресс с ЧПУ для намотки стальной проволоки сверхвысокого давления -
 YSK-200C (по индивидуальному заказу Хайер)
YSK-200C (по индивидуальному заказу Хайер) -
 Y28-500BL Четырехколонная растяжная машина двойного действия
Y28-500BL Четырехколонная растяжная машина двойного действия -
 Линия по производству гидравлических прессов для линии вытяжки противней
Линия по производству гидравлических прессов для линии вытяжки противней -
 YSM-630CS Четырехколонный гидравлический пресс с ЧПУ и сервоприводом
YSM-630CS Четырехколонный гидравлический пресс с ЧПУ и сервоприводом -
 Линия по производству холодильников
Линия по производству холодильников -
 Y28-350 Четырехколонная растяжная машина двойного действия
Y28-350 Четырехколонная растяжная машина двойного действия -
 Y28-400 Четырехколонная растяжная машина двойного действия
Y28-400 Четырехколонная растяжная машина двойного действия -
 Полностью автоматическая производственная линия приводного диска YSM-1200BZ
Полностью автоматическая производственная линия приводного диска YSM-1200BZ -
 Машина для растяжения столовых приборов с сервоприводом и ЧПУ двойного действия Y28-350S (для растяжения столовых приборов)
Машина для растяжения столовых приборов с сервоприводом и ЧПУ двойного действия Y28-350S (для растяжения столовых приборов)
Связанный поиск
Связанный поиск- Жидкая штамповка гидравлический пресс
- Ведущий покупатель гидравлических ковочных прессов
- Вулканизационный пресс 100–3500 тонн
- Ведущие китайские покупатели гидравлических прессов для точного тиснения изделий из кожи
- Китайские производители машин для растяжки контейнеров
- Дешевые гидравлический пресс 600 тонн основных покупателей
- Гидравлический пресс для растяжки и формовки фасонных деталей
- Производители машин для автоматической порошковой формовки в Китае
- Китайские производители автоматических гидравлических машин для формовки порошка
- Поставщики дешевые цена вулканизационной машины









